

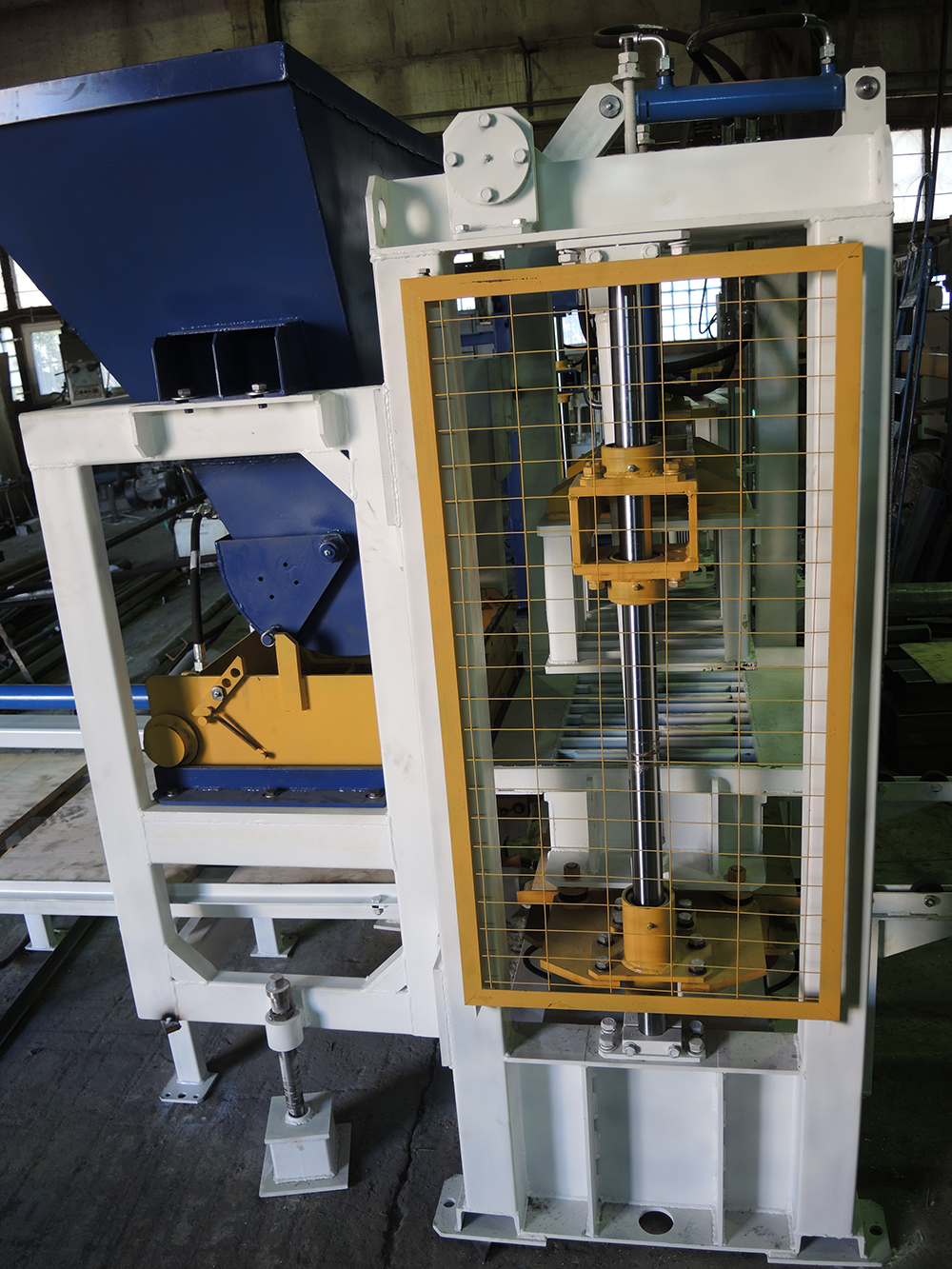
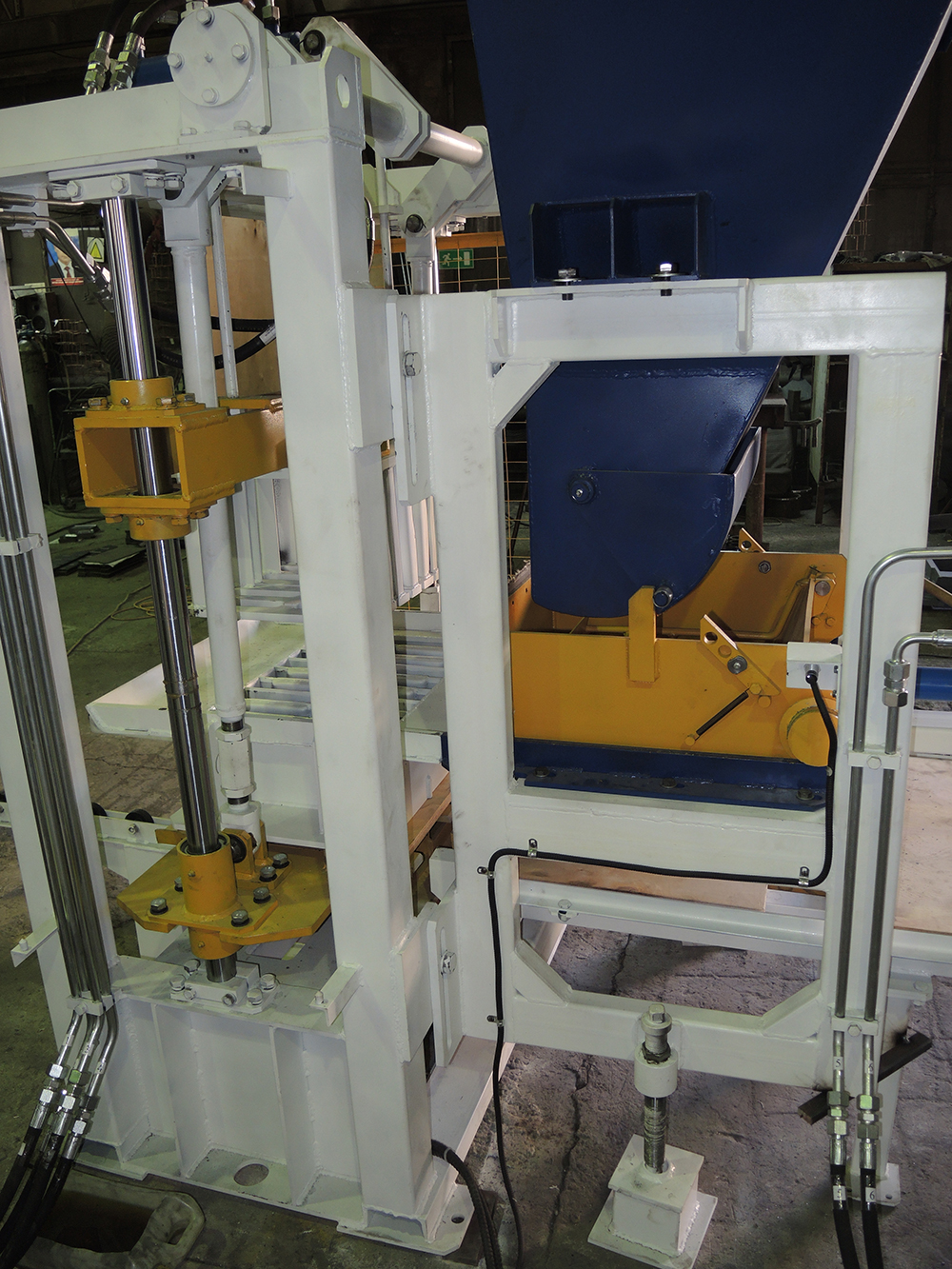
«Златич-Мини» комплектация №3 - стационарный, компактный, производительный вибропресс, предназначенный для изготовления строительных материалов из бетонов с различными заполнителями методом полусухого вибропрессования. Переход на выпуск другого ассортимента изделий осуществляется путем замены формообразующей оснастки (пуансон-матрицы).



Базовый состав оборудования:


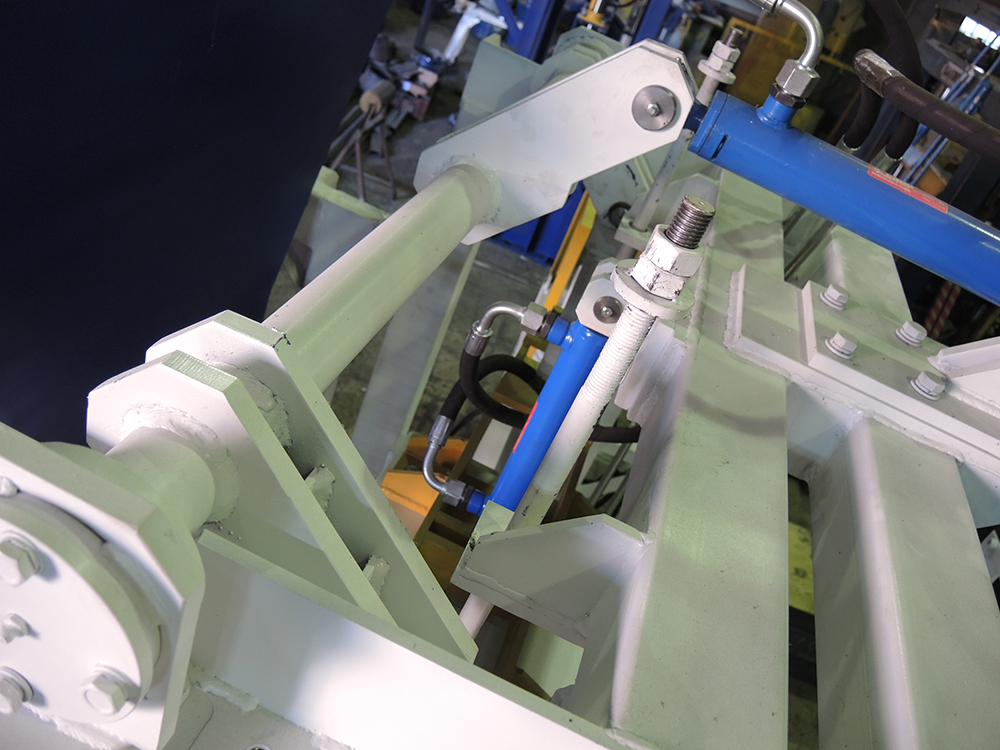
В данном варианте комплекта оборудования (в отличие от комплектации №1 и комплектации №2) часть операций ручного труда заменена на автоматические. А именно - при помощи дополнительных модулей реализованы автоматизированная подача и заполнение бетонной смеси в матрицу, а также подача пустого фанерного поддона на вибростол. Данные операции выполняются с помощью гидропривода, реализованного на двух дополнительно установленных гидроцилиндрах.
Работа вибропресса осуществляется от пульта управления электрического и гидравлического распределителя. Электрошкаф включен в сеть.
– Нажать кнопку SB2 «Пуск станции насосной».
– Загрузить бункер-дозатор пресса формовочной смесью.
– Установить поддон на вибростол, поддон визуально выровнять по направляющим вибростола.
– Установить рукоятками гидрораспределителя рабочие органы вибропресса в исходное положение:
• пуансон в верхнее положение (движение правого джойстика)
• матрицу вниз до упора (движение левого джойстика)
– Движениями руки вверх-вниз с помощью рычага открыть шиберную заслонку бункера и высыпать необходимое количество смеси в матрицу. Необходимая доза определяется из условия полного заполнения пустот матрицы смесью и небольшого количества излишков с целью исключения «недозаполнения» пустот матрицы после окончания вибрации; взять в руки скребок, нажать на педаль включения вибраторов.
– В процессе вибрации скребком движениями «К себе/от себя» разровнять смесь на фартуке матрицы, тем самым помогая заполнению матрицы смесью. По окончании вибрации излишки смеси скребком сдвинуть от непосредственной зоны формования вперед и назад на фартук матрицы. В процессе работы оператор уже из опыта сам определяет, сколько необходимо высыпать смеси из бункера на фартук матрицы, чтобы излишков смеси не оказалось слишком много и она смогла вся уместиться на фартуке матрицы после разравнивания.
– Правым джойстиком опустить пуансон 2 опустить пуансон на смесь в матрице и, удерживая рукоятку на себя, нажать на педаль включения вибраторов вибростола (на пульте управления есть дублирующая кнопка включения вибраторов SB4 – рис. 9) В процессе вибрации и опускания пуансона на смесь происходит уплотнение смеси. Процесс вибропрессования должен длиться до упора шпилек в траверсу пресса, и, как правило, должен составлять 4?10 сек. Момент касания упоров оператор контролирует визуально, после чего отпускает рукоятку в нейтральное положение и снимает ногу с педали (или руку с кнопки). При меньшем, чем 4 сек. времени прессования может получиться «рыхлое» изделие. При большем, более 12 сек. (13?15 сек.) может начаться процесс «расслоения» изделия, т.е. если уже физически уплотненное изделие продолжать вибрировать, происходит сдвиг уплотненных слоев, нарушается связь частиц смеси между собой и после высыхания изделия происходит его разрушение даже после незначительного удара. Задача оператора состоит в том, чтобы экспериментальным путем (изменяя время предварительной вибрации, т.е. изменяя время загрузки смеси в матрицу) добиться загрузки необходимого для формовки количества смеси исходя из массы готового изделия, 23 при этом не разрушив излишней вибрацией отпрессованное изделие. Необходимо отметить, что степень уплотнения и высота изделия напрямую зависят от длительности включения вибраторов при загрузке смеси в матрицу. Длительность включения вибраторов при загрузке матрицы необходимо подбирать с таким расчетом, чтобы длительность включения вибраторов при формовке была в пределах 4…10 с.
– По завершению вибропрессования левым джойстиком поднять матрицу до соприкосновения с упором на пуансоне, освобождая отформованные изделия. При этом отформованные изделия остаются на поддоне, удерживаемые пуансоном.
– Как только матрица коснулась упоров пуансона, нужно одновременно начать подъем пуансона (т.е. одновременное движение двумя джойстиками). Матрицу с пуансоном необходимо поднять над отформованными изделиями на 3-5 см.
– Вытянуть поддон с изделием со стола на рольганг и убрать из зоны формования на место складирования.
– Пустой поддон устанавливается на стол и цикл повторяется.
Скачать технические характеристики «Златич-мини» 1,2 мб
| Производительность при изготовлении: | «Златич-Мини» комплектация №3 | ||
|---|---|---|---|
| Стеновых камней 390х190х188 мм | 200 шт./час | ||
| Тротуарной плитки 100х200х70 мм | 800 шт./час | ||
| Размер зоны вибропрессования | 420х610 | ||
| Высота формуемых изделий, мм | 50 - 215 | ||
| Мощность вибраторов вибростола, кВт | 2 кВт | ||
| Мощность двигателя гидростанции, кВт | 4 кВт | ||
| Цикл формовки, сек | 25 - 30 |
| Габаритные размеры вибропресса «Златич-Мини» комплектация №3, мм | |
|---|---|
| длина | 3725 |
| ширина | 1400 |
| высота | 2150 |













Компания ООО «Вибропресс» была создана в 2006 году и с тех пор осуществила ряд инновационных проектов в сфере производства высокотехнологичного вибропрессующего оборудования под торговой маркой «ЗЛАТИЧ».
Эти станки известны далеко за пределами Челябинской области и успешно эксплуатируются на многих предприятиях от Владивостока до Калининграда.
Оборудование такого типа получает все большее распространение, так как позволяет выпускать прочные и эстетически привлекательные строительные материалы для самых разнообразных целей – тротуарную плитку, камни стеновые, камни бордюрные, лестничные проступи, брусчатки, шлакоблоков другие. При этом, по сравнению с вибролитыми изделиями, они обладают улучшенными и устойчивыми качествами, низким водопоглощением, прекрасной морозостойкостью и повышенной долговечностью.
Подробнее о компании
Шлакоблок, стеновой камень, блок – это строительный материал, который используется для возведения несущих стен и перегородок различных зданий (коттеджей, гаражей, хозяйственных построек). Для его производства применяют следующие варианты матриц.

Тротуарная плитка (брусчатка) – очень популярный стройматериал, для производства которого применяют следующие типы матриц для вибропрессов.

Поребрик и бордюры используются для укладки тротуарной плитки, ограждений площадок, дорожек, лестниц и въездов. Предприятие выпускает следующие матрицы к вибропрессам для производства бордюрного камня.


